





产品特点
1、优良的耐热性能:
能适应电力电缆使用过程因过载短路而产生的高温;
2、优良的电气性能:
材料自身表现为较高绝缘强度和体积电阻率,安全性好;
3、优异的耐腐蚀性能和抗老化性能:
适用于各种土壤和工作环境,使用寿命长;
4、优良的阻燃性能:
不易燃烧;
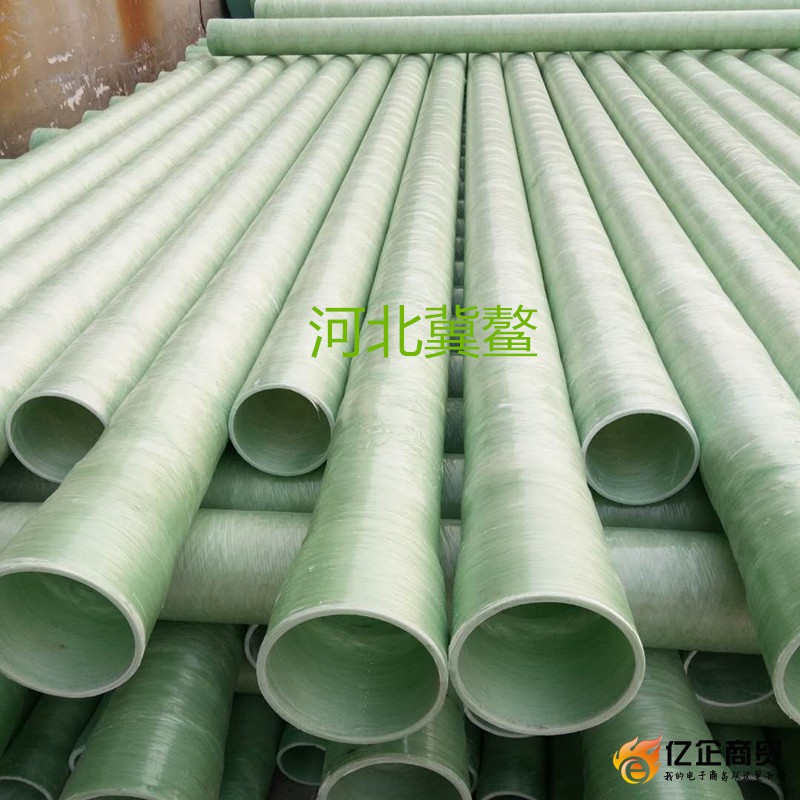
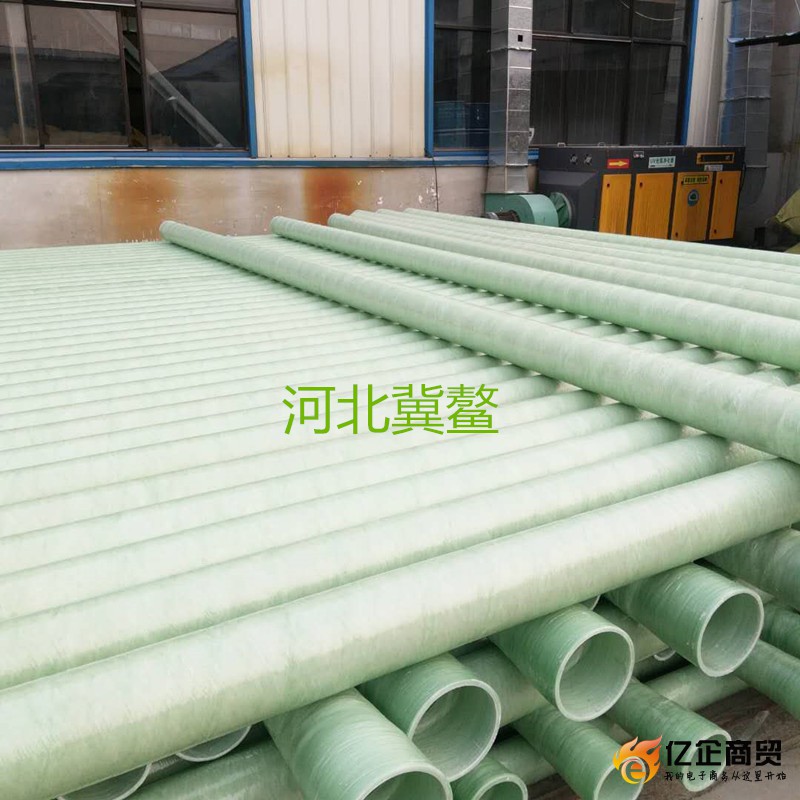
5、内壁光滑平整、摩擦系数小,耐磨性能好
:在敷设过程中可大大降低对电缆的损害,提高工作效率;与传统的石棉水泥管相比,产品的重量轻、柔性好、抗震性及抗不均匀沉降好,无须在施工现场包封浇混凝土;运输施工简便,费用低,可大大缩短工期。
产品技术指标:
|
项目 |
数值 |
测试方法 |
|
弯曲强度(Mpa) |
≥135 |
GB/T1449-2005 |
|
拉伸强度(Mpa) |
≥120 |
GB/T1447-2005 |
|
管径向变化率10%时的管刚度(Mpa) |
≥5.0 |
GB/T5352-2005 |
|
浸水后弯曲强度保留率(%) |
≥80 |
GB/T10703-1989 |
|
弯曲负载热变形温度(°C) |
≥130 |
GB/T1634.2-2004 |
|
巴氏硬度 |
≥35 |
GB/T3854-2005 |
|
氧指数(%) |
≥26 |
GB/T8924-2005 |
|
滑动摩擦系数 |
≤0.34 |
GB/T3960-1983 |
|
热阻系数(°C)M/W |
≤4.8 |
GB/T3139-2005 |
玻璃钢管道工艺说明:
1、执行标准:玻璃钢管道的制作、检验及验收按照JC/T838-1998《玻璃纤维缠绕增强热固性树脂夹砂压力管》或CJ/3079-1998《玻璃纤维增强塑料夹砂管》标准。
2.准备原材料:根据工况条件确定所用原材料的规格、型号,原材料进厂后进行检验,并出具检验报告。
3.工艺流程:制衬——缠绕——修整——脱模——检验——入库
4.内衬制作:将管道模具放置在制衬工位,在管模具上缠一层聚酯薄膜,然后涂一层胶衣,待该层胶凝后,再缠玻璃表面毡和玻璃纤维短切毡,再缠一层网状织物,然后将内衬和模具吊至固化站进行内衬层的固化处理。
5.结构层缠绕:待内衬固化后,再将该管道模具放置缠绕工位,将浸渍树脂的无碱缠绕纱按设计程序和工艺铺层缠绕至内衬层上,再按设计加砂量的大小,逐层将石英砂加在模具上,之后用挤压装置将加砂层压密压实,按照生产工艺在加砂层之后,进行纤维交叉缠绕和环向缠绕。这样,把强度大的纤维缠绕层分布在受弯曲应力最大的内层和外层,而强度较底的石英砂浆层分布在受弯曲应力很小的中性层附近,充分利用各种材质的优越性。最外层树脂均要加入紫外线吸收剂并用聚酯薄膜压光,可使制品外表面光滑,美观,同时起到抗老化作用。然后将管道和模具吊至固化站进行结构层的固化处理。
6.修整、脱模:待缠绕后的管道固化完全后,放置于修整工位,对管道的两端的承插口进行开槽修磨,符合要求之后,再将管子放置于脱模机上,把管道模具从管成品上拔出,玻璃钢管道整个生产工艺完成,并交于检验工序。
产品用途
城市电网建设和改造 城市市政改造工程 民航机场工程建设
工业园区、小区工程建设 交通、路桥工程建设 城市路灯电缆敷设
